
Steel – RHS

RHS
Following the introduction of CHS, RHS have also become very popular in many forms of construction and other structural steel and mechanical applications. This has been greatly assisted by the steel sections inherent flat surfaces making it more economical for joining and other fabrication processes. In this instance, and unlike CHS, the steel sections only need to be straight-cut (when joining to other flat surfaces) instead of profile cut. Minimal edge preparation is required for joining and welding RHS Steel.
Like CHS, RHS are also aesthetic, possess clean lines, functional, interact less with external environmental effects and are highly desired from an architectural perspective.
RHS steel application areas:
Structural Steel uses in residential, commercial and industrial construction, signage, leisure equipment, transport industries, mechanical, heavy engineering, mining and resources, process engineering, materials handling and agricultural.
Talk to your local branch about cutting to your specification, and options for pick up or delivery of your order.
Further Product Information
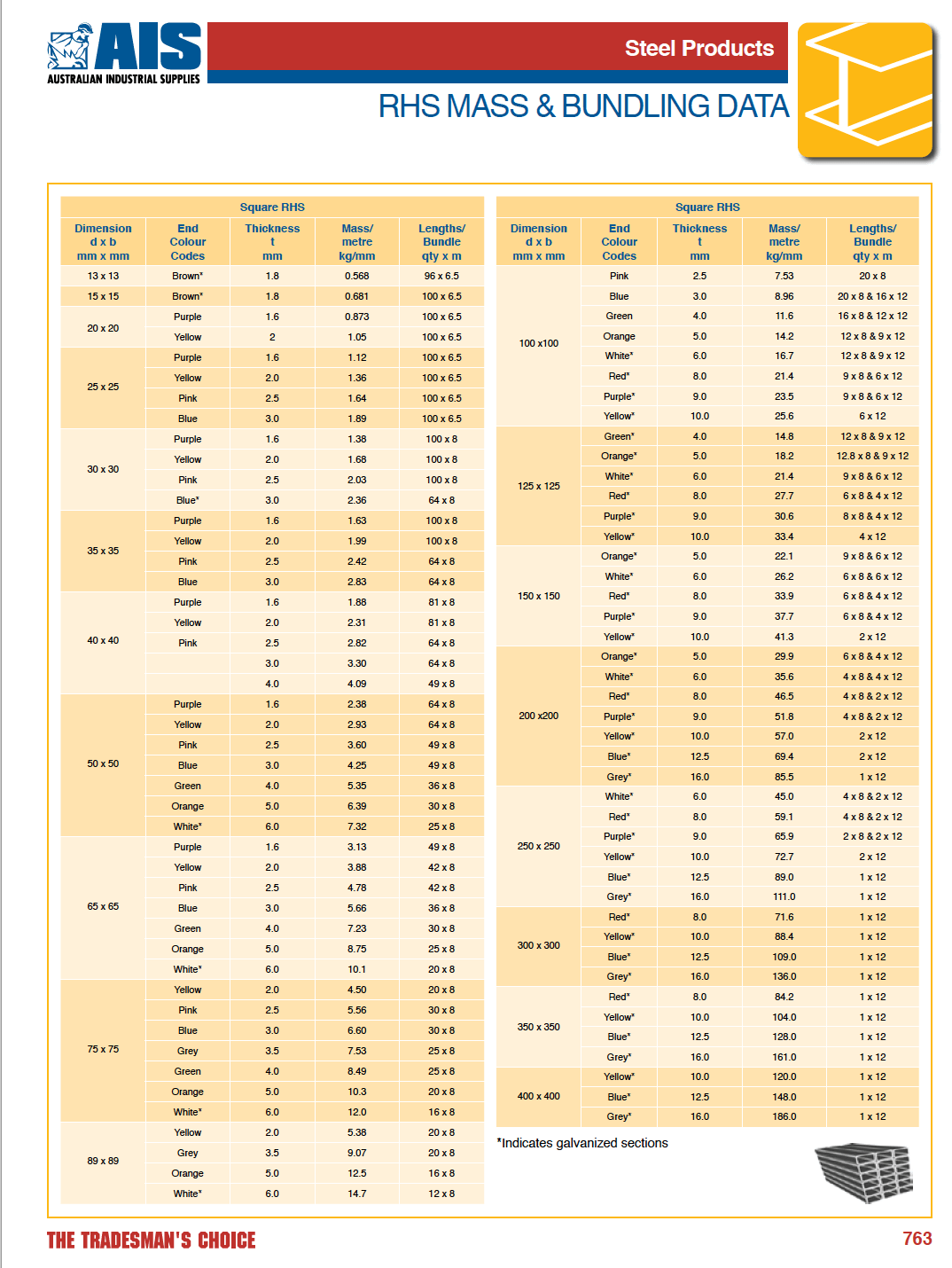
RHS MASS & BUNDLING DATA SHEET
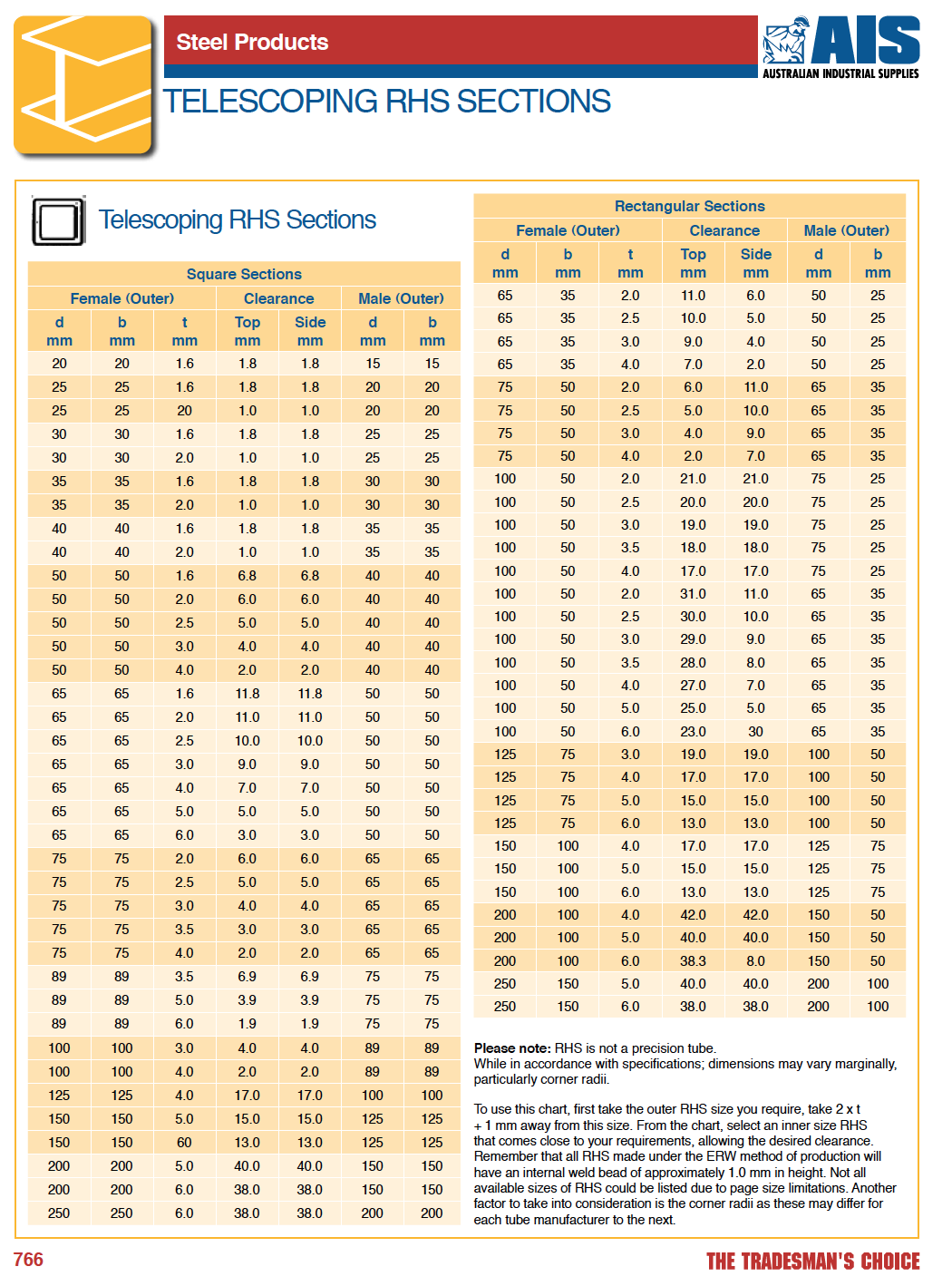
TELESCOPING RHS SECTIONS
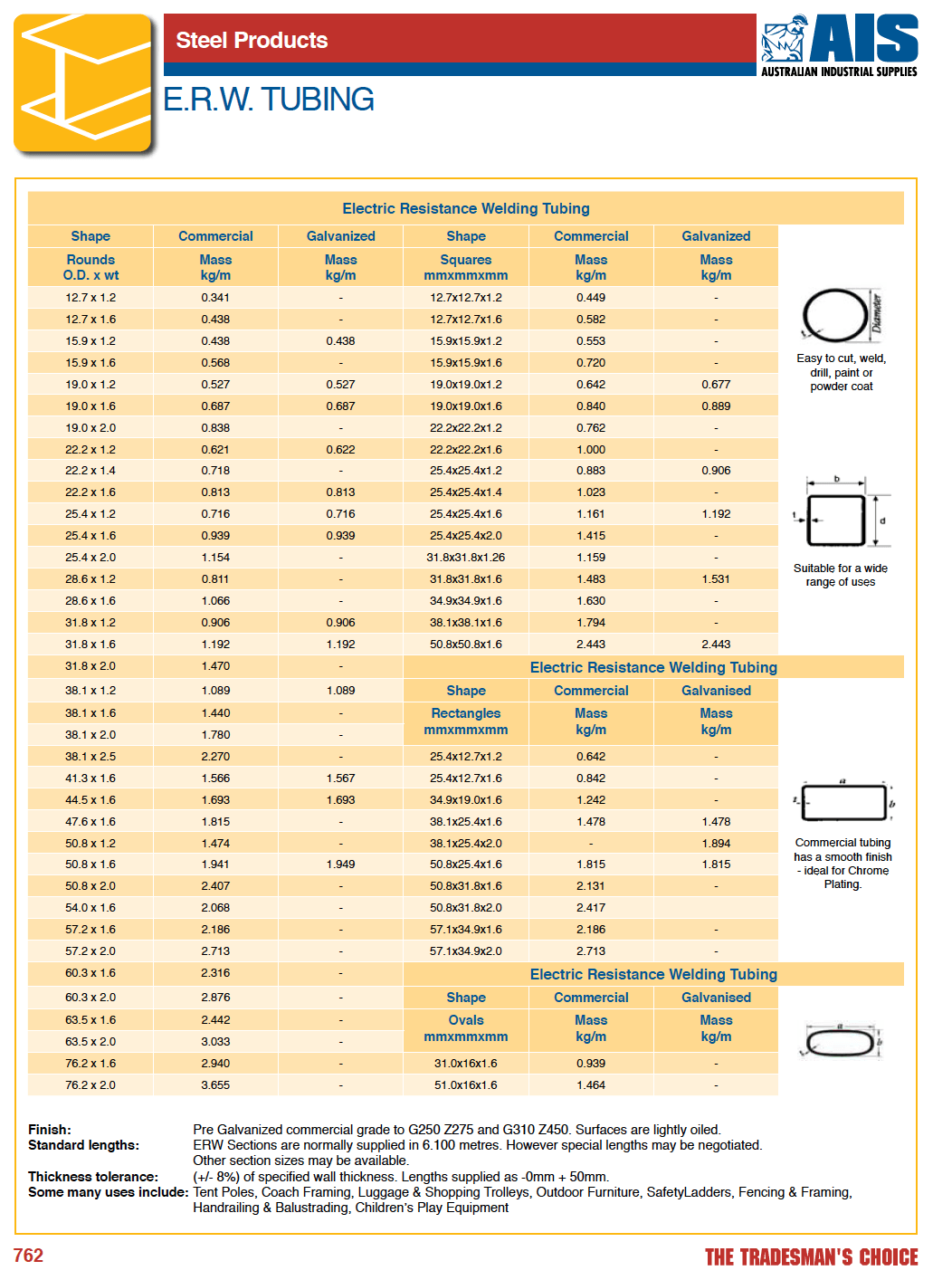
E.R.W. TUBING
For more information on the types of steel you’re looking for, click on one of the links below:
Know Your Steel – Hand Book
Aluminium
Angles
Beams
Bright Bar
Channels
Flat Bar
Pipe
Plate
Round Bar
Sheet
Square Bar
Stainless Steel